第二:时刻要把握好,越厚的钢板,能够加长焊接的时刻,不然简单焊不透;反之越薄的,一带而过即可,避免焊穿。
第三:起点焊和收尾时刻要把握共同,这样焊接出来的东西才会结实,才干接受更大的分量。
当然,师傅领进门,修行看个人,每个人的方法习气不一样,这种拉焊技能全平个人的技能和手感。
在焊接过程中,当一条焊缝焊完后,假如收尾时当即拉断电弧,则会构成低于焊件外表的弧坑。
弧坑过深,易引起应力会集而发生裂纹,所以阻滞时刻一定要把握好,而且,还要求咱们把收尾处的弧坑填满。
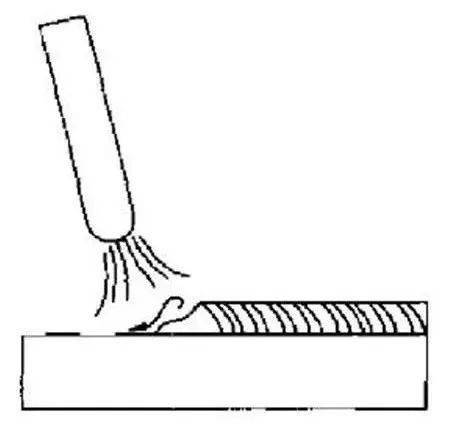
头头相接是从先焊焊道起头处续焊接头的衔接方法,要求先焊焊道的起头略前处引弧,并略微拉长电弧,将电弧拉至起头处,并掩盖其端头,带起头处焊平后再向反向移动。如下左图。
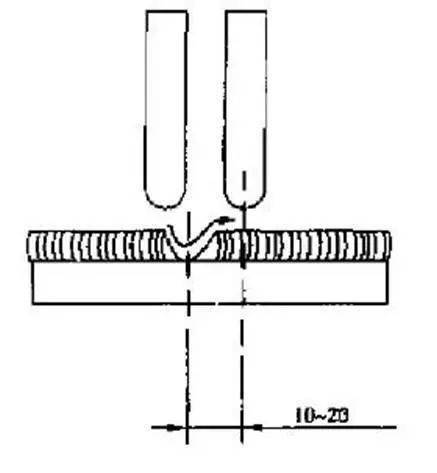
尾尾相接便是后焊焊道从接口的令一端引弧,焊到前焊道的结束处,焊接速度略慢些,以填满弧坑,然后以较快的焊接速度再向前焊一小段,熄弧。如下右图。
首尾相接是后焊焊道的结束与先焊焊道的起头相衔接,运用结束时的高温重复熔化先焊焊道的起头处,将焊道焊平后快速收尾。
(1)划圈收尾法:焊条移至焊缝结尾时,作圆圈运动,直到填满弧坑再拉断电弧。此法适用于厚板收尾。
(2)重复断弧收尾法:焊条移至焊缝结尾时,在弧坑处重复熄弧、引弧数次,直到填满弧坑停止。此法一般适用于薄板和大电流焊接,但碱性焊条不宜运用此法,由于易发生气孔。
(3)回焊收尾法::焊条移至焊缝收尾处即停住,而且改动焊条视点回焊一小段。此法适用于碱性焊条。